


¿Alguna vez ha intentado tirar de un pasador de enganche rápido y ha sentido que se resiste? O peor aún: está demasiado flojo y te preguntas si se saldrá a mitad de la operación. Ése es el peligro de una fabricación deficiente. Los pasadores defectuosos le cuestan tiempo, dinero y la confianza de sus clientes.
Un buen pasador de enganche rápido no es fruto de la casualidad. Son el resultado de una ingeniería precisa, una selección inteligente de materiales y pruebas rigurosas, como las que realizamos en Sujetador SKN.
Si alguna vez se ha preguntado qué ocurre entre el metal en bruto y el alfiler perfectamente liso que tiene en la mano, permítame que le lleve entre bastidores.
Por qué me importa la calidad de fabricación
Cuando fundé SKN Fastener en 2012, me di cuenta de que demasiados proveedores trataban los pasadores de cierre rápido como "una pieza pequeña más". Esa es una receta para el desastre.
Un pasador de cierre rápido suele ser lo único que se interpone entre un montaje estable y un riesgo para la seguridad. Si ese pasador falla, también lo hace el producto y su reputación.

Paso 1: Seleccionar el material adecuado
Antes de que cualquier máquina empiece a zumbar, elegimos la materia prima.
Para la mayoría de las aplicaciones, Acero inoxidable 304 es nuestra elección. Ofrece el equilibrio perfecto entre resistencia a la corrosión, solidez y rentabilidad. Algunas aplicaciones exigen galvanizado o grados alternativos: adaptaremos el material al entorno y a los requisitos de carga.
Un material inadecuado implica un desgaste prematuro, óxido o incluso un fallo mecánico. Nosotros no nos la jugamos.
Paso 2: Fabricación del cuerpo del pasador
Aquí es donde las cosas se ponen técnicas.
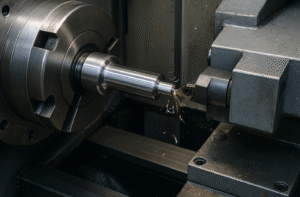
El cuerpo del pasador se fabrica mediante procesos de torneado o fresado de alta precisión. Nuestros tornos CNC dan forma al acero para que el diámetro y longitud de sujeción cumplir las tolerancias exactas.
¿Por qué tanto alboroto por una fracción de milímetro? Porque el ajuste determina la seguridad con la que se bloquea el pasador y la facilidad con la que se suelta. Si es demasiado grande, no se insertará; si es demasiado pequeño, traqueteará o desgastará el orificio de acoplamiento.
Paso 3: Creación de la estructura de bloqueo de la bola
Esta es la parte "mágica" que la mayoría de los usuarios nunca ven.
El mecanismo de bloqueo utiliza bolas de acero alojadas en el interior del pasador. Al pulsar el botón o tirar de la manivela, las bolas se retraen. Al soltarla, salen y el pasador queda bloqueado.
Formamos este mecanismo a través de moldeo o estampado de precisión. Es un trabajo delicado: el asiento de la bola debe tener la forma perfecta para garantizar un movimiento suave sin exceso de juego.
Un molde descuidado significa aquí un pasador que se atasca, se desgasta rápidamente o falla bajo carga.
Paso 4: Montaje del muelle y el botón
Un cierre de bola es inútil sin el muelle y el botón que lo controlan.
Insertamos un muelle de precisión que empuja las bolas hacia fuera, y un botón o empuñadura que comprime el muelle cuando se acciona. Este paso exige precisión: la tensión del muelle determina lo fácil o difícil que es accionar el pasador.
Demasiada tensión, y el usuario final necesitará la fuerza de un superhéroe. Demasiada poca, y el pasador puede soltarse involuntariamente.

Paso 5: Tratamiento de la superficie para una mayor durabilidad
Incluso el mejor acero necesita protección.
Dependiendo del pedido:
Pulir y pasivar acero inoxidable para un acabado liso y brillante
Galvanizar para una mayor resistencia a la corrosión
Solicitar óxido negro para un aspecto mate y poco reflectante
Esto no es sólo cosmético. Un buen acabado superficial evita la oxidación, prolonga la vida útil y mejora el confort de manejo.
Paso 6: Control de calidad y pruebas dimensionales
Aquí es donde pierdo la paciencia con los proveedores cutres. Producen miles de clavijas y las hacen "a ojo". Eso es buscarse problemas.
Pasamos cada lote por equipos de ensayo de precisión como un máquina de medición de coordenadas (MMC) para confirmar la exactitud de las dimensiones. Lo comprobamos:
Diámetro y longitud del pasador
Profundidad de enganche de la bola
Fuerza del muelle
Calidad del acabado superficial
Si una clavija falla, se desecha, no se envía.

Etapa 7: Embalaje final y logística
Un alfiler perfectamente fabricado aún tiene que llegar perfectamente.
Empaquetamos los pedidos a granel en materiales resistentes a la humedad y los etiquetamos para facilitar su identificación. Para nuestros clientes B2B de Estados Unidos, Canadá y Europa, coordinamos los envíos para que coincidan con sus temporadas altas de ventas.
¿Entregas tardías? No en mi guardia.
Equipo de procesamiento típico en nuestro taller
Cuando los clientes visitan nuestras instalaciones de 10.000 m², a menudo se sorprenden de la variedad de máquinas existentes:
Torno - Para tornear y fresar cuerpos de pasadores
Pulse - Para formar el mecanismo de bloqueo de bola
Máquinas de moldeo por inyección - Para asas de plástico o composite
Máquina de medición de coordenadas (MMC) - Para comprobaciones dimensionales ultraprecisas
Esta combinación de equipos tradicionales y de alta tecnología nos proporciona tanto capacidad de volumen como flexibilidad personalizada.

Cómo resuelve este proceso problemas del mundo real
¿Recuerdas a John, mi amigo importador de EE.UU.? Su antiguo proveedor dividía la producción entre dos fábricas: una hacía las carrocerías y otra las montaba. ¿Resultado? Inadaptados, retrasos e interminables correos electrónicos de ida y vuelta.
Mantenemos cada paso en casadesde el corte de la primera varilla hasta el empaquetado del último envío. Esto se traduce en menos retrasos, un control de calidad más estricto y la ausencia de acusaciones entre subcontratistas.